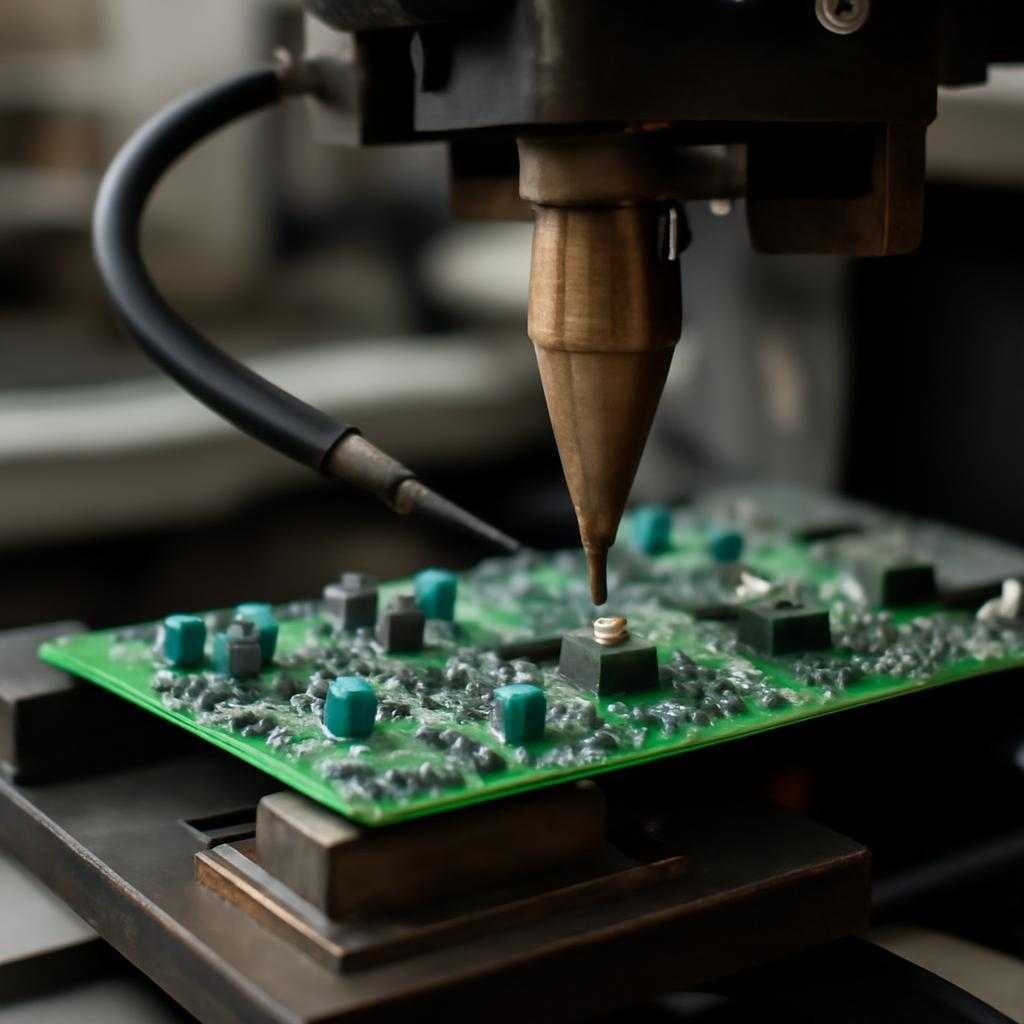
Селективная пайка печатных узлов без перегрева
Селективная пайка применяет локальную подачу расплава к выводам, исключая контакт соседних элементов с высокими температурами. Метод выбран для гибридных плат, конденсаторов с электролитом, пластиковых разъёмов. Обработка строится на программируемых координатах, что снижает тепловой стресс и расход припоя.
Оборудование сочетает флюс-головку, инфракрасный или конвективный преднагрев, тигель с азотной защитой. Движение платы или сопла задаётся сервосистемой, точность обычно удерживается в пределах ±0,05 мм. Используется бессвинцовый сплав SAC305 либо SnCu0,7, температура тигля 260–270 °C для бессвинцового и около 245 °C для SnPb.
Методы подогрева
Содержание
Преднагрев активирует флюс и выравнивает градиент температур внутри платы. Конвекция действует мягче, инфракрасное излучение выводит энергию быстрее. Длина волны подбирается так, чтобы минимизировать отражение медной фольги. Контроль ведётся термопарами, разница между нижним и верхним слоями не превышает 40 °C, иначе появится тепловой изгиб.
Формирование мениска
Тигель создаёт постоянный фонтан припоя. Высота столба регулируется давлением азота и геометрией жиклёра. Диаметр сопла варьируется от 4 до 15 мм. При корректной настройке мениск немного перекрывает вывод, вытесняя оксиды и воздух. Скорость перемещения 3–8 мм/с гарантирует плавное смачивание без переизбытка металла.
Флюс наносится точечно. Составы на водно-спиртовой основе снижают остатки, канифольные – повышают активность. Объём капли регулируется пневматическим дозатором, время срабатывания 20–40 мс. После пайки остатки флюса, если они гигроскопичны, смываются в водном модуле с нейтральным моющим раствором.
Контроль процесса
Качество соединений проверяется визуально и рентгенографией. Характерные дефекты: шарики, микропустоты, недопай. Шарики образуются при избыточной скорости сопла, пустоты – при влажных флюсах. Недопай устраняется увеличением высоты фонтана на 0,3–0,5 мм. Допускается межслойная пустота не более 10 % площади пятна.
Автоматические камеры просматривают мениск в ходе работы, анализируя отражение света. Данные передаются в систему SPC, где строятся тренды температуры тигля, времени экспозиции, скорости перемещения. При отклонении запускается корректирующая последовательность: подстройка температуры, замена флюса, чистка сопла.
Селективная пайка обеспечивает устойчивые соединения при мелком шаге выводов и даёт свободу проектировщику в расстановке чувствительных компонентов. При грамотной настройке оборудование работает десятилетие с минимальными простоями, а статистический выход годных превышает 99,5 %.
Селективная пайка применима при монтаже крупногабаритных либо термочувствительных компонентов, когда оплавление по полю платы нежелательно. Концентрированный поток тепла подводится только к целевым выводам, снижая риск перегрева подложки и микросхем.
Производственный цикл ускоряется, поскольку флюс наносится точечно, а расход припоя снижается. Количество шариков, характерных для волнового метода, практически исключается.
Принцип действия
В рабочей зоне станка тигель с припоем формирует стабильную волну. Манипулятор позиционирует плату, ориентируясь на координаты, выгруженные из CAM-системы. Мельчайший зазор между вершиной волны и площадкой формирует мениск, через который припой протекает к выводам.
Точность позиционирования задаётся сервоприводами с разрешением до нескольких микрон. Температура волны стабилизируется ПИД-контуром. Камера верхнего обзора отслеживает зеркальное отражение припоя, фиксируя изменения цвета, по которым оценивается градиент нагрева.
Расходные материалы
Качество соединений во многом зависит от состава припоя и флюса. Свинец давно исключён из типовых сплавов, индустрия перешла на оловянно-медные, оловянно-медно-никелевые либо оловянно-серебряные варианты. Добавка никеля повышает вязкость, удерживая сплошную волну без разбрызгивания.
Флюсы классифицируются по активности. Сегмент low-solid гарантирует минимальный остаток, тогда как высокоактивные смеси подходят для окисленных подложек. Отмывка проводится ультразвуком либо струёй деионизированной воды с смачивающими присадками.
Контроль качества
Сплешинг, короткое замыкание и нежелательный подай ссоседних контактных площадок распознаётся AOI-камерами ещё внутри конвейера. Продуктивность инспекции растёт благодаря алгоритмам машинного зрения, переводящим цветовую карту в бинарные маски с точностью до одного пикселя.
Для подтверждения герметичности соединения инспекторы выполняют рентгенографию образцов. Томография выявляет пустоты внутри межфазного слоя толщиной порядка 3–5 мкм. Стекловидная структура сплава разрушается при превышении растворённого кислорода, поэтому систему азотной защиты снабжают датчиком оптической абсорбции.
Пайка без механических включений достигается чистотой поверхности платы. Ионная контаминация измеряется гравиметрией. Допустимое значение — не выше 1,5 мкг NaCl на квадратный сантиметр.
На финальном этапе проводится климатический шок от –40 до +125 °C и вибротест по профилю JESD22-B103C. Прочность контактов проверяется растяжением выводов до обрыва, номер лота, температура тигеля и скорость перемещения заносятся в отчёт.
Селективная пайка сохраняет перспективу масштабирования на детали габаритов 01005 благодаря микроминиатюрным соплам и адаптивной термостабилизации. Уровень дефектов снижается до 50 частей на миллион даже при плотности монтажа 70 %.
Обсуждения